为了充分发挥机床性能,确保设备长期维持优秀的加工精度与表面光洁度,请操作人员务必仔细阅读并严格遵守本指南。
电气安全:开机前务必检查设备接地是否良好,电源电压是否在设备允许的波动范围内。切勿在带电状态下打开控制柜或接触高频电源输出端。
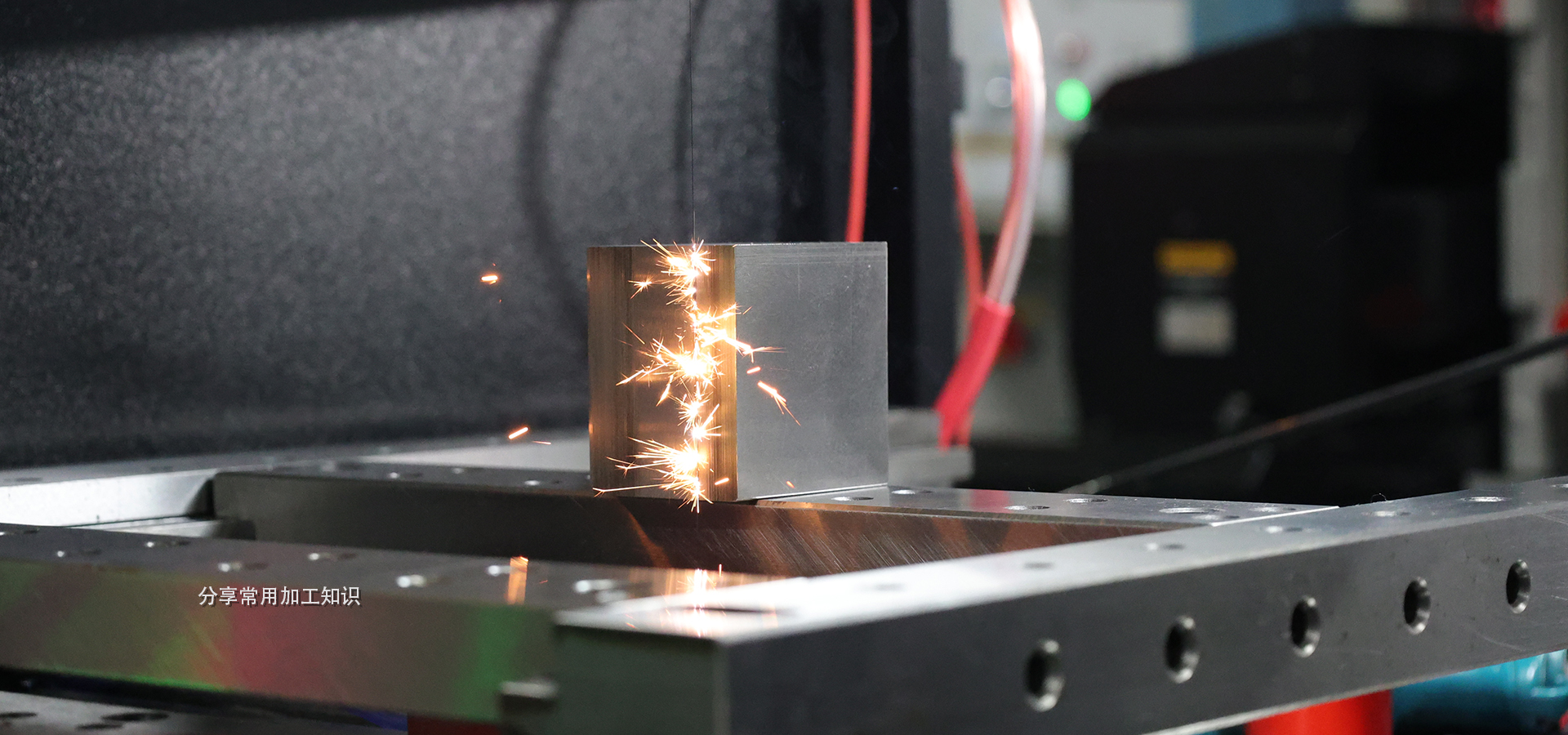
操作安全:机床运行和加工期间,严禁身体任何部位接触正在运行的钼丝、导轮及运动部件。
环境安全:加工区域应保持通风良好,严禁存放易燃易爆物品。切削液滴漏应及时清理,防止滑倒及线路短路。
钼丝检查与安装:
检查钼丝是否充足,钼丝表面是否有氧化或打结现象。
严格按照穿丝路径进行上丝,确保钼丝准确落入导轮V型槽内。
张力调整:首次上或换钼丝,需将上紧丝装置锁住,上完钼丝后松开,长时间无需紧丝
切削液检查:
检查水箱液位是否在正常工作区间。
确认切削液浓度是否达标。瑞钧智科设备在高频放电时需要良好的冷却与排屑,切削液变质或浓度过低将直接导致加工效率下降及表面粗糙度变差。
机床润滑:
检测机床的油泵,机床自带有手动或自动加油泵
步骤一:工件装夹与校正
清理工作台面及夹具。装夹工件时,确保底部贴合紧密、受力均匀,避免因夹紧力过大导致工件变形。
使用百分表或千分表校正工件基准面,确保其与机床X/Y轴平行,这是保证 ±0.002mm 尺寸精度的第一步。
步骤二:钼丝垂直度校准
使用专用垂直度校正器,在X轴和Y轴两个方向上校准钼丝垂直度。垂直度直接决定了直身件的上下公差及加工一致性。
步骤三:基准定位(分中/碰数)
利用系统自带的自动寻边或分中功能确定加工原点。定位时,请确保放电间隙内无杂质,以防短路引起坐标偏差。
步骤四:程序导入与模拟
瑞钧智科的控制系统具备高度智能化的自适应功能,修刀瑞钧自带数据库,所有参数自动生产,减少人工调节脉宽脉尖等参数,减少人工失误和降低操作要求
为了保持设备在量产环境下的“参数抗衰减”能力,日常保养至关重要:
导电块(导电合金):每工作40-50小时,应检查导电块磨损情况。若出现较深沟槽,请及时移位或更换,否则将导致高频电流传输不稳,引发断丝或表面发黑。
导轮与轴承:导轮的轴向跳动和径向跳动是影响精度的核心因素。建议每3个月对导轮组件进行深度清洁与润滑,发现磨损或异响立即更换整套导轮总成。
丝筒与排丝机构:定期清理丝筒表面的油污杂质,检查排丝导向轮是否顺畅,防止叠丝。
切削液循环系统:每月定期清理水箱沉淀的金属泥,清洗过滤网,建议每2-3个月彻底更换一次切削液。
频繁断丝:
检查切削液是否充足且准确喷入切缝。
检查导电块是否磨损严重导致卡丝。
检查高频参数是否设置过高(特别是脉宽)。
工件表面出现明显条纹:
检查钼丝张力是否过松,需重新紧丝。
检查导轮轴承是否损坏导致运转不平稳。
检查工作液是否需要更换。
尺寸公差超差:
重新校准钼丝垂直度。
检查环境温度波动是否过大(精密加工建议控制在20℃-25℃)。
检查系统内的补偿值(丝径补偿/放电间隙补偿)设置是否正确。
瑞钧智科客户服务中心我们将始终秉持“要省心,选瑞钧”的理念。如您在使用过程中遇到任何技术疑难,或需要专业的工艺支持,请随时联系瑞钧智科官方售后工程师团队。我们将为您提供全方位的技术保障,助您的企业在精密制造领域稳步前行。
 官方二维码
官方二维码
